


风管加工过程中的注意事项
1、风管不得采用S型插条、C型直角插条及立联合角插条的连接方式。空气洁净等级为1~5级的风管不得采用按扣式咬口。
2、净化空调系统风管的法兰铆钉间距应小于100mm,镀锌螺旋风管加工厂,空气洁净等级为1~5的风管法兰铆钉间距应小于65mm。
3、风管加工前应采用清洗液去除板材表面油污及积尘,铁皮风管价格,清洗液应采用对板材表面无损害、干燥后不产生粉尘,且对人体无危害的中性清洁剂。







不锈钢螺旋管的焊接工艺规范具体包括哪些内容?下面小编来好好介绍一下这方面的内容,希望对大家有所帮助
1.设备
(1)弧焊应采用直流不熔化极弧焊机,并具有预先送气、电流衰减和滞后送气等功能,采用直流正极性进行焊接。
(2)手工电弧焊则采用容量300安培左右的交流或直流弧焊机,且使用前焊条需经200℃烘干1小时。

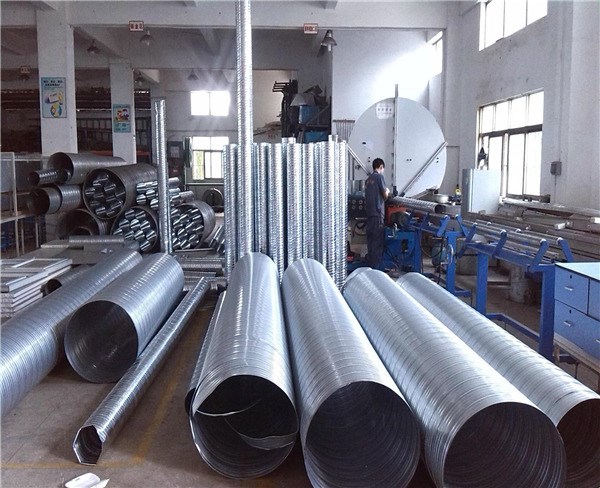
螺旋风管加工采用的方式
螺旋通风管道系列设备,新研发的滚剪式螺旋风管机采用液压滚剪方式切断,星空体育下载入口app 加工,使其切口平整无1毛刺。切割过程无火花,无噪音,更为安全。采用固定定型模具,使制管尺寸更为精1确统一,风管加工过程更为稳定、迅速。更换不同尺寸模具,合肥风管,再调整薄钢板法兰通风管道的角度更为方便,采用电动方式调整角度,灵活精1确。采用液压系统完成运料、咬口、切断、翻料等动作,自动化程度高。




 在线客服
在线客服 18158850600
18158850600 393172868@qq.com
393172868@qq.com


